Instalación
Las estructuras de acero de soporte sobre las cuales se montan la criba y el motor de accionamiento deben ser lo suficientemente fuertes y reforzadas para aceptar sin deflexión las cargas dinámicas causadas por la
vibración de la criba.
Se deben dejar espacios libres adecuados entre la criba y la estructura fija, rampas, etc., para dejar suficiente espacio porque el movimiento de la criba es grande en las llamadas áreas de resonancia al iniciar y detener la criba.
Compruebe que la diferencia de altura de los pedestales de resortes separados (en el mismo extremo de la pantalla) no sea superior a ± 3 mm. Se puede utilizar una manguera de agua transparente y agua para comprobar la diferencia de altura. La superficie de los pedestales debe ser horizontal.
Apriete todos los pernos en la secuencia recomendada, si corresponde, y al par recomendado.
- Verifique el ángulo de instalación de la pantalla.
- Compruebe que todos los ejes del resorte estén verticales.
- Verifique las direcciones de rotación del motor/es.
En el caso de una criba accionada por motor y eje cardán, la posición vertical del motor debe fijarse de manera que la línea central en el eje de la criba sea de aprox. 5 mm más alto que la línea central del eje del motor. Durante el funcionamiento con material, el eje cardán debe estar casi en posición horizontal. En caso de transmisión por correa, tense las correas según las recomendaciones del fabricante.
Asegúrese de que todas las protecciones estén correctamente fijadas y que todos los dispositivos de seguridad estén instalados y funcionen correctamente.
Conecte a tierra la conexión del motor a la red.
Haga que un electricista calificado instale protección contra sobrecargas, cortocircuitos y fallas a tierra.
Si se instala un motor de desequilibrio en una criba vibratoria, deje flojo el cable eléctrico para que no se tense durante el ciclo de vibración y cause tensión en la conexión del cable.
En el caso de una criba vibratoria de movimiento lineal, interbloquee los dos motores de desequilibrio que giran en direcciones opuestas e instale una protección de sobrecarga separada. El circuito de control de la pantalla debe estar dispuesto de manera que si un motor de desequilibrio se desenergiza, el otro motor de desequilibrio se desenergizará automática e inmediatamente. No interbloquear correctamente los motores de desequilibrio de la pantalla podría provocar daños a la pantalla si falla un motor de desequilibrio (si solo se alimenta un motor de desequilibrio de un par, los cojinetes del motor de desequilibrio sin alimentación se dañarán en muy poco tiempo).
Si la unidad se va a almacenar antes de la puesta en marcha, una vez al mes, se debe girar el eje varias veces para volver a lubricar la parte superior del cojinete.
Inicio
Después del inicio (primeros 1-2 minutos), asegúrese de que la pantalla se esté iniciando y funcionando correctamente.
Verificar el avance del material. Debe extenderse a todo el ancho de la pantalla.
Verifique el resultado del examen.
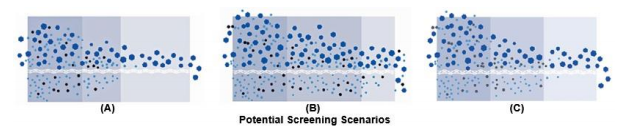
La figura anterior muestra tres posibles escenarios de detección. El cribado termina temprano en la
cubierta en (A), lo que resulta en una pérdida de producción; selección no completada (B), lo que resulta
en arrastre y material contaminado; y cribado óptimo (C), que proporciona una mayor
producción con menos contaminación.
Verifique la longitud del trazo y los ángulos del trazo en cada esquina. ¡La longitud de carrera debe estar dentro de un mm entre sí en el mismo extremo de la pantalla!
Compruebe si hay fugas de aceite/grasa en el mecanismo.
Después de 4 a 6 horas, verifique que la temperatura de los cojinetes sea uniforme en cada cojinete. La temperatura de funcionamiento normal puede ser de aproximadamente 70 °C cuando la temperatura ambiente es de 20 °C.
Después de ejecutar la pantalla durante aproximadamente 50 horas, verifique lo siguiente:
- Fijación / apriete de tornillos de mecanismo.
- Fijación / estanqueidad de contrapeso.
- Fijación de medios de cribado.
- Alineación / apriete de correas trapezoidales.
El mecanismo tiende a tener fugas un poco después de algunas horas o días de funcionamiento. Esta fuga se debe principalmente a grasa extra que sale del sellado. Las fugas deberían detenerse en unas pocas horas o días.
El primer cambio de aceite del mecanismo debe realizarse según recomendación del fabricante
(en el caso de engranajes, después de unas 100 horas de funcionamiento).
Ajustes de la criba
Si el rendimiento de la criba no es satisfactorio, verifique primero que las mallas de la criba sean correctas para la aplicación y que las disposiciones de alimentación y descarga sean satisfactorias. La alimentación a la criba debe disponerse de manera que el material se alimente uniformemente en todo el ancho de la criba.
Como el material de alimentación es una mezcla de diferentes tamaños, el material de gran tamaño restringirá el paso del material de tamaño inferior, lo que resulta en una acumulación o profundidad del lecho de material en la superficie de la criba. La profundidad del lecho disminuye a medida que el material de menor tamaño pasa a través de las aberturas de la malla. Para un cribado eficiente, el lecho de material no debe alcanzar una profundidad que impida que el tamaño insuficiente se estratifique antes de su descarga. Por lo tanto, para lograr la máxima eficiencia de cribado, la profundidad del lecho debe ser adecuada. Como se indicó anteriormente, la profundidad del lecho (en cribado seco) no debe
exceder cuatro veces el tamaño de la abertura en el extremo de descarga de la criba. La profundidad de la cama se puede
cambiar ajustando la velocidad, la longitud de la carrera, la dirección de rotación (o lanzamiento) y el ángulo de
inclinación. Sin embargo, siempre haga sólo los ajustes mínimos necesarios para lograr el
resultado deseado.
Si son necesarios ajustes, deben realizarse en el orden que se indica a continuación.
-
Ajuste de frecuencia de carrera
-
Ajuste de la longitud de la carrera
-
Ajustar la inclinación del cuerpo de la pantalla.
Pruebe la acción de cada compás por separado y de forma individual. Pruebe una acción a la vez y observe
el resultado antes de emprender la siguiente.
El ajuste de la longitud de la carrera se realiza agregando o quitando contrapesos. En ambos extremos de un mismo eje tiene que haber exactamente el mismo número de contrapesos. Una carrera más alta ofrece una mayor capacidad de carga y velocidad de desplazamiento, al tiempo que reduce la obstrucción, el cegamiento y mejora la estratificación. Siempre verifique la combinación velocidad de la pantalla/longitud de carrera para que no se exceda la aceleración máxima permitida (fuerza G) de la pantalla.
El ajuste de la frecuencia de carrera se puede realizar cambiando las poleas de las correas trapezoidales o los parámetros del inversor.
Una frecuencia/velocidad más alta puede disminuir la profundidad de la cama. La velocidad de rotación afecta las fuerzas G.
Más velocidad, más fuerzas G con los mismos contrapesos.
Pregunte siempre al fabricante antes de cambiar la velocidad de rotación. Una velocidad incorrecta puede hacer que la pantalla se acerque a su frecuencia natural, lo que provocará una falla del cuerpo de la pantalla.
Recuerde también que el aumento de las fuerzas G acorta la vida útil del rodamiento.
El ajuste de la inclinación del cuerpo de la criba se realiza levantando o bajando el otro extremo de la criba o alimentador. Aumentar el ángulo de inclinación hace que el material se desplace más rápido, lo que puede resultar ventajoso en determinadas aplicaciones de cribado en seco. Sin embargo, puede llegar un punto en el que demasiada inclinación obstaculice la eficiencia, ya que los finos pueden rodar por el medio en lugar de atravesarlo.
Consulte al fabricante para obtener asesoramiento sobre la selección de la velocidad, longitud de carrera, ángulo y frecuencia óptimos, si se cambian los tamaños de malla o se alimenta un material diferente a la criba.
















 red ipv6 compatible
red ipv6 compatible